- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
¿Cómo fabricar varillas de grafito?
El moldeo por compresión, el prensado isostático y la extrusión de varillas son los tres métodos más comunes para producir varillas de grafito, similares a los utilizados para crear tubos de grafito.
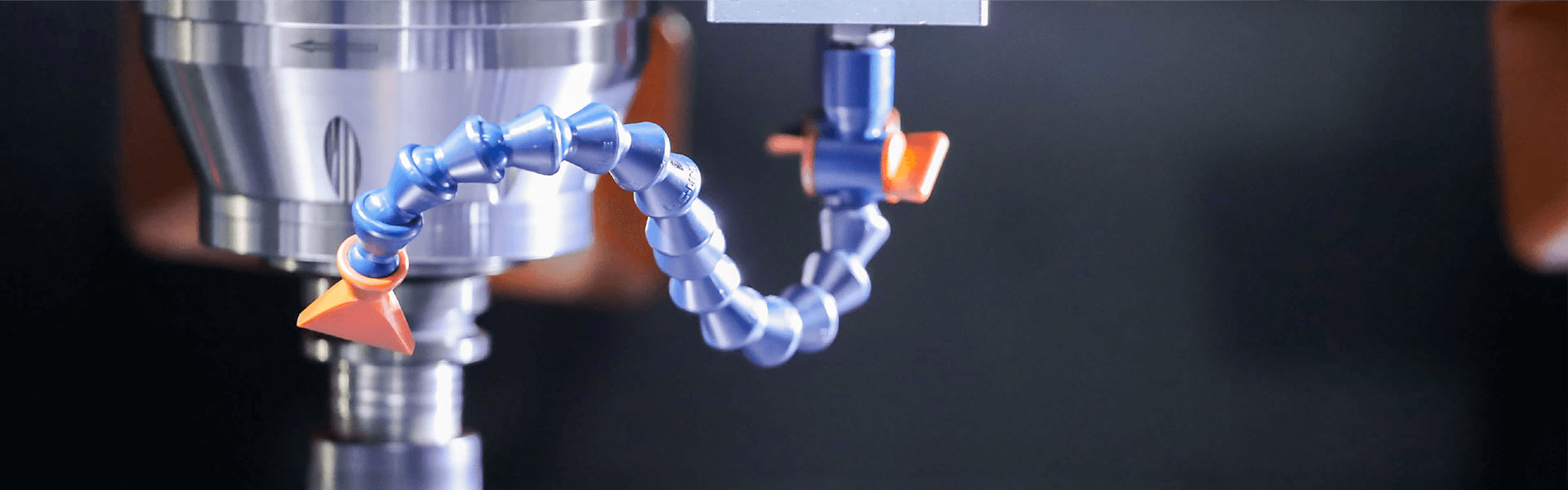
Moldeo por compresión
El moldeo por compresión es un proceso utilizado para dar a los materiales una forma específica. En este proceso, primero se precalienta el material y luego se coloca en un molde abierto y calentado. Luego se cierra el molde y se presuriza mediante un tapón a medida que el material se ablanda. Debido a la combinación de presión y calor, el material se adapta a la forma del molde. Luego se deja el material en el molde hasta que endurezca adquiriendo la forma deseada.
Extrusión de varillas
El proceso de extrusión de varillas es una técnica estándar utilizada para el moldeo. Implica calentar el material de grafito junto con las adiciones necesarias en una tolva hasta que se derrita y se vuelva líquido. Luego, la masa fundida se fuerza a pasar a través de una matriz en forma de tubo. La culata adquiere el tamaño y la forma del troquel después de que se enfría. Una vez que se ha enfriado lo suficiente, se libera de la matriz como una forma sólida.
Prensado isostático
El prensado isostático es un método de formado que aplica presión uniformemente desde todas las direcciones. El proceso implica colocar la sustancia de grafito dentro de un recipiente de contención de alta presión y presurizarla utilizando un gas inerte, como el argón. Una vez que el grafito está dentro, el recipiente se calienta, lo que aumenta la presión y hace que el grafito se forme de esta manera.
Prensado isostático en caliente (HIP)
El prensado isostático en caliente (HIP) es una técnica de fabricación que permite la consolidación del polvo y la finalización simultánea del proceso de dos pasos de conformación y sinterización mediante pulvimetalurgia tradicional. Esta técnica también se utiliza para eliminar defectos de fundición, unión por difusión de piezas de trabajo y producción de piezas de formas complejas. Generalmente se utilizan gases inertes como argón y amoníaco como medios de transferencia de presión y los componentes están empaquetados en metal o vidrio. El proceso normalmente opera a temperaturas que oscilan entre 1000 y 2200 °C, mientras que la presión de trabajo suele estar entre 100 y 200 MPa.
Prensado isostático en frío (CIP)
El prensado isostático en frío es un método rentable para crear piezas cuando el alto coste de las matrices de prensado no se puede justificar o cuando se requieren compactos extremadamente grandes o complejos. Este proceso se usa ampliamente comercialmente para prensar una amplia gama de polvos, incluidos metales, cerámicas, polímeros y compuestos, utilizando presiones de compactación que varían desde menos de 5000 psi hasta más de 100.000 psi (34,5 - 690 MPa). Los polvos se compactan en moldes elastoméricos ya sea mediante un proceso de bolsa húmeda o seca.
Anterior:¿Qué es el horno de difusión?



